 ╩ųÖC░µ
╩ųÖC░µ



─┐õøŻ║
ĪĪĪĪ1Īó╝ā┼Ż─╠╔·«a(ch©Żn)š{(di©żo)┼õųĖī¦(d©Żo)
ĪĪĪĪ2Īó└¹śĘ░³╦ß╦ß╚ķ╔·«a(ch©Żn)š{(di©żo)┼õųĖī¦(d©Żo)
ĪĪĪĪ3Īó╠╬Č─╠╔·«a(ch©Żn)š{(di©żo)┼õųĖī¦(d©Żo)
ĪĪĪĪ4Īó╗©╔·╬Čįń▓═─╠╔·«a(ch©Żn)š{(di©żo)┼õųĖī¦(d©Żo)
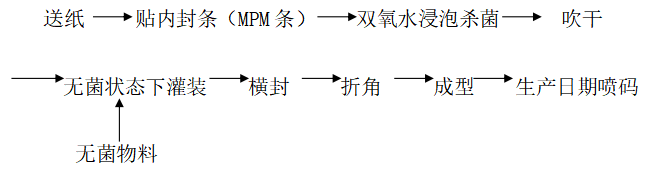
ę╗Īó╝ā┼Ż─╠╔·«a(ch©Żn)š{(di©żo)┼õųĖī¦(d©Żo)
ĪĪĪĪ1Īó▀mė├ĘČć·
ĪĪĪĪū±ššūŅ╝č╣ż╦ćųĖī¦(d©Żo)Ż¼Ą½ėų┐╝æ]ĄĮ╣żÅSĄ─īŹļHŪķørųŲČ©╚ńŽ┬╔·«a(ch©Żn)š{(di©żo)┼õųĖī¦(d©Żo)
ĪĪĪĪ2Īó╣ż╦ć▀^│╠
ĪĪĪĪĖ∙ō■(j©┤)┤╦«a(ch©Żn)ŲĘĄ─╣ż╦ćę¬Ū¾║═╬ę╣½╦ŠĄ─įO(sh©©)éõĀŅørŻ¼╣ż╦ć▀^│╠├Ķ╩÷╚ńŽ┬Ż║
ĪĪĪĪįŁ─╠Öz“×Ī·╩š─╠Ī·ā”┤µĪ·ā¶╚ķĪ·ŅA(y©┤)░═╩ŽÜóŠ·Ī·└õģsĪ·ā”┤µĪ·┼õ┴ŽĪ·┘A┤µĪ· ░═╩ŽÜóŠ· Ī·ŅA(y©┤)¤ßĪ·├ōÜŌĪ·Š∙┘|(zh©¼)Ī·│¼Ė▀£žÜóŠ·Ī·└õģsĪ·╣ÓčbĪ·┘N╣▄Ī·čbŽõĪ·┤aČŌĪ·▒Ż£žīŹ“×Ī·│÷ÅS
ĪĪĪĪ3Īó╝╝ąg(sh©┤)ę¬Ū¾Ż©š{(di©żo)┼õ10ćŹīŻė├Ż®
ĪĪĪĪ3.1 ╩š─╠
ĪĪĪĪ3.1.1 įŁ┴Ž─╠Öz“ׯ║ų„ę¬ĒŚ─┐×ķ£žČ╚Īó╦ßČ╚Īóų¼ĘŠĪóĄ░░ū┘|(zh©¼)Īó┐é?c©©)ķ╣╠¾wĪóŠŲŠ½īŹ“×Īóų¾ĘąīŹ“×ĪóĖą╣┘Ą╚ÄūĒŚųĖś╦(bi©Īo)▀M(j©¼n)ąąÖz£yĪŻ
ĪĪĪĪ3.1.2 ╩š─╠Ż║╩š─╠£žČ╚1-8ĪµĪŻ
ĪĪĪĪ3.1.3 ėŗ┴┐Ż║į┌ÅSā╚(n©©i)Ąž░§šŠĘQųžŻ¼öĄ(sh©┤)┴┐ęį├┐┤╬▀^░§å╬×ķ£╩(zh©│n)ĪŻ
ĪĪĪĪ3.1.4 ▀^×VŻ║įŁ┴Ž─╠Įø(j©®ng)▀^80─┐104Aļp┬ō(li©ón)▀^×VŲ„Ż¼│²╚źę╗ą®▌^┤¾ļs┘|(zh©¼)ĪŻ
ĪĪĪĪ3.1.5 └õģsŻ║═©▀^106A└õģs░ÕŲ¼└õģsŻ¼į┌108Īó114AĪó114Bā”─╠╣▐Ģ║┤µĪŻ
ĪĪĪĪ3.1.6┘A┤µŻ║įŁ┴Ž─╠į┌108Īó114AĪó114Bā”─╠╣▐Ģ║┤µ,┘A┤µ£žČ╚1-8ĪµŻ¼æ¬(y©®ng)į┌12ąĪĢrā╚(n©©i)ė├ė┌╔·«a(ch©Żn), ╚ń│¼▀^12ąĪĢr╩╣ė├Ż¼æ¬(y©®ng)ī”ŠŲŠ½īŹ“×Īóų¾ĘąīŹ“×ĪóĖą╣┘Īó╦ßČ╚Ą╚ųĖś╦(bi©Īo)▀M(j©¼n)ąąÖz£yĪŻ
ĪĪĪĪ3.2 ā¶╚ķ
ĪĪĪĪ3.2.1 ŅA(y©┤)░═╩ŽÜóŠ·Ż║£žČ╚65-70ĪµŻ¼Ģrķg2├ļńŖĪŻ
ĪĪĪĪ3.2.2 └õģsŻ║īóŅA(y©┤)░═╩ŽÜóŠ·║¾Ą─┼Ż╚ķ└õģsų┴1-8ĪµĪŻ
ĪĪĪĪ3.2.3 ā¶╚ķŻ║═©▀^111Bā¶╚ķÖCŻ¼│²╚źįŁ┴Ž─╠ųąĄ─ļs┘|(zh©¼)ĪŻ
ĪĪĪĪ3.2.4 ┘A┤µŻ║ā¶╗»┼Ż─╠į┌114CĪó114DĪó114Eā”─╠╣▐Ģ║┤µŻ¼┘A┤µ£žČ╚1-8ĪµŻ¼▓óį┌12ąĪĢrā╚(n©©i)ė├ė┌╔·«a(ch©Żn),╚ń┘A┤µĢrķg│¼▀^12ąĪĢrŻ¼▓╗Ą├ė├ė┌┼õ┴ŽĪŻ
ĪĪĪĪ3.3 ┼õ┴Ž
ĪĪĪĪŻ©1Ż®īóš╝┼õ┴Ž┴┐20%Ą─ŅA(y©┤)░═╩ŽÜóŠ·Ą─┼Ż─╠ķgĮė╝ė¤ßų┴56Īµ-64Īµ║¾▒├╚ļ╗»┴ŽĖūųąĪŻ
ĪĪĪĪŻ©2Ż®īóBąĪ┴Ž╗»┴ŽĄ─£žČ╚▒Ż│ųį┌56ĪµĪ¬64ĪµŻ¼▓╔ė├Š▀ėą╗ņ║ŽĪóĘų╔óĪó╝¶Ūąą¦╣¹Ą─╗»┴ŽįO(sh©©)éõŻ¼╩╣┴Žę║│╔×ķŠ∙ä“╗ņ║Ž╬’ĪŻ
ĪĪĪĪŻ©3Ż®└õģsŻ║īó╬’┴Ž└õģsų┴1ĪµĪ½8ĪµĪŻ
ĪĪĪĪŻ©4Ż®īó└õģs║¾Ą─╬’┴Ž┼cš╝┼õ┴Ž┴┐80%Ą─ŅA(y©┤)░═╩ŽÜóŠ·┼Ż─╠╗ņ║ŽŠ∙ä“ĪŻ
ĪĪĪĪ3.4░═╩ŽÜóŠ·Ż║65Ī└2Īµ/2SĪŻ
ĪĪĪĪ3.5Š∙┘|(zh©¼)Ż║Š∙┘|(zh©¼)ē║┴”×ķ20MPaŻ©Ž╚š{(di©żo)Č■╝ēē║┴”ų┴5MPaŻ╗į┘š{(di©żo)ę╗╝ēē║┴”ų┴20MPaŻ®ĪŻ
ĪĪĪĪ3.6└õģsŻ║īó░═╩ŽÜóŠ·║¾Ą─┼õ┴Ž└õģsĄĮ8ĪµęįŽ┬ĪŻ
ĪĪĪĪ3.7ķWš¶Ż║Ė∙ō■(j©┤)┼õ┴Ž║¾Ą─└Ē╗»ųĖś╦(bi©Īo)åóäėķWš¶įO(sh©©)éõŻ¼╩╣┼õ┴Ž▀_(d©ó)ĄĮ░ļ│╔ŲĘĄ─└Ē╗»ųĖś╦(bi©Īo)ĪŻ
ĪĪĪĪ3.8 └õģsŻ║īóķWš¶║¾Ą─┼Ż╚ķ└õģsĄĮ1Īµ-8ĪµĪŻ
ĪĪĪĪéõūóŻ║
ĪĪĪĪ1Ż®╦∙╠Ē╝ėĄ─╦∙ėąįŁ┴Ž┼cąĪ┴Ž├▄ķ]ĘŌ┐┌Ģ║┤µŻ¼ć└(y©ón)Ė±Ę└ų╣╬█╚ŠĪŻ
ĪĪĪĪ2Ż®╚¶Å═(f©┤)Öz▒žĒÜ│÷Š▀Å═(f©┤)ÖzĀŅæB(t©żi)å╬ĪŻ
ĪĪĪĪ3Ż®╚¶┼õ┴Ž╣▐╩╣ė├Ū░┐š╣▐Ģrķg▀_(d©ó)2ąĪĢrŻ¼▒žĒÜ▀M(j©¼n)ąą¤ß╦«ø_Ž┤15-20ĘųńŖŻ╗╚¶┐š╣▐Ģrķg▀_(d©ó)12ąĪĢr▀M(j©¼n)ąąēA+╦ßŪÕŽ┤ĪŻ
ĪĪĪĪ4Ż®┼õ┴ŽŲ┌ķgŻ¼261AĪó261BĪó261CĪó261D╦«║Ž╣▐öć░Ķ╩╝ĮKķ_åóĪŻ
ĪĪĪĪ3.9┘A┤µ
ĪĪĪĪ░ļ│╔ŲĘį┌220AĪó220Bā”─╠╣▐┘A┤µ£žČ╚į┌1-8ĪµŻ¼æ¬(y©®ng)į┌2ąĪĢrā╚(n©©i)ė├ė┌╔·«a(ch©Żn)Ż¼╚ń┘A┤µ│¼▀^2ąĪĢrŻ¼╣®┴ŽŪ░╚ĪśėÅ═(f©┤)ÖzĪŻ┘A┤µŲ┌ķg║═╔·«a(ch©Żn)Ų┌ķgæ¬(y©®ng)├┐1ąĪĢrķ_öć░Ķ15ĘųńŖŻ¼▒ŻūC╬’┴ŽŠ∙ä“ĪŻ
ĪĪĪĪ3.10│¼Ė▀£ž£ńŠ·
ĪĪĪĪŻ©1Ż®ŅA(y©┤)¤ßŻ║īó╬’┴ŽŅA(y©┤)¤ßų┴70-75ĪµĪŻ
ĪĪĪĪŻ©2Ż®├ōÜŌŻ║▀M(j©¼n)╚ļ├ōÜŌ╣▐Ż¼├ōÜŌē║┴”×ķ-0.05Ī¬ -0.07 MPaŻ¼├ōÜŌ╣▐ę║╬╗×ķ75-85%ĪŻ
ĪĪĪĪŻ©3Ż®Š∙┘|(zh©¼)Ż║Š∙┘|(zh©¼)ē║┴”×ķ22-24MPa(Ž╚š{(di©żo)Č■╝ēē║┴”ų┴5MPaŻ¼į┘š{(di©żo)ę╗╝ēē║┴”ų┴22-24MPa)ĪŻ
ĪĪĪĪŻ©4Ż® │¼Ė▀£ž£ńŠ·£žČ╚×ķ137-142ĪµŻ¼Ģrķg4├ļńŖĪŻ
ĪĪĪĪŻ©5Ż® └õģsŻ║£žČ╚Ī▄30ĪµĪŻ
ĪĪĪĪŻ©6Ż®UHTÖC╔·«a(ch©Żn)ų▄Ų┌▓╗│¼▀^20ąĪĢrŻ¼▀B└m(x©┤)╔·«a(ch©Żn)8ąĪĢr║¾│¼Ė▀£ž?z©”)oŠ·╦«čŁŁh(hu©ón)ę╗┤╬ĪŻ
ĪĪĪĪ3.11Ųõ╦¹╝╝ąg(sh©┤)ģóöĄ(sh©┤)ģóššįO(sh©©)éõ╣®æ¬(y©®ng)╔╠╠ß╣®Ą─╝╝ąg(sh©┤)ģóöĄ(sh©┤)ę¬Ū¾ĪŻ
ĪĪĪĪéõūóŻ║UHTį┌ĮĄ┴„┴┐╔·«a(ch©Żn)Ą─ŪķørŽ┬Ż¼╣ÓčbÖCå╬ÖC╔·«a(ch©Żn)Ģrķg▓╗Ą├│¼▀^3ąĪĢrŻ╗UHTöÓ┴Ž║═▀M(j©¼n)┴Ž╝░Ģr═©ų¬╣ż╦ćåT╚ĪśėÖz£y(░³└©AICŪÕŽ┤Ģr)ĪŻ
ĪĪĪĪ3.12 ¤oŠ·╣▐
ĪĪĪĪŻ©1Ż®¤oŠ·┐šÜŌē║┴”Ī▌1.5MPa,TT140Ī▌110Īµ,TT160Ī▌110ĪµŻ¼TT180Ī▌110ĪµĪŻ
ĪĪĪĪŻ©2Ż®¤oŠ·╣▐╣▄└ĒęÄ(gu©®)Č©Ż║╚ń╣¹¤oŠ·╣▐į┌ŪÕŽ┤║¾4ąĪĢrā╚(n©©i)▓╗─▄╔²£žŻ¼į┌╔²£žŪ░æ¬(y©®ng)▀M(j©¼n)ąąēAŪÕŽ┤ĪŻ╚ń╣¹į┌8ąĪĢrų«ā╚(n©©i)▓╗─▄╔²£žŻ¼ätį┌╔²£žų«Ū░▀M(j©¼n)ąąēA+╦ßŪÕŽ┤ĪŻ
ĪĪĪĪ3.13 ╣Óčb
ĪĪĪĪŻ©1Ż® ┴„│╠╚ńŽ┬
ĪĪĪĪŻ©2Ż®╣ż╦ćģóöĄ(sh©┤)
ĪĪĪĪó┘╬’┴Ž▀M(j©¼n)┴Ž£žČ╚Ż║╬’┴Ž£žČ╚Ī▄30ĪµĪŻ
ĪĪĪĪó┌ļpč§╦«ØŌČ╚Ż║30-50%ĪŻTBA19├┐4éĆąĪĢrÖz£yę╗┤╬Ż¼ūŅķL├┐Ų▀╠ņĖ³ōQę╗┤╬Ż╗Į■┼▌Ž┬╠Ņ┴Ž╣▄Ą─ļpč§╦«ØŌČ╚30-50%├┐░ÓÖz£yę╗┤╬Ż¼├┐Ų▀╠ņÅžĄūĖ³ōQę╗┤╬ĪŻ
ĪĪĪĪó█ļpč§╦«£žČ╚
ĪĪĪĪTBA19 ą═╣ÓčbÖCŻ║70-78ĪµŻ╗
ĪĪĪĪTBA22 ą═╣ÓčbÖCŻ║Ī▌78ĪµĪŻ
ĪĪĪĪó▄ć└(y©ón)Ė±ł╠(zh©¬)ąą╔·«a(ch©Żn)╚šŲ┌Īó┼·╠¢Īó▒Ż┘|(zh©¼)Ų┌Ą╚ś╦(bi©Īo)ūRĄ─┤“ėĪę¬Ū¾ĪŻ
ĪĪĪĪó▌╣ÓčbÖC╔²£ž║¾Ż¼│¼▀^45ĘųńŖ▓╗─▄ķ_ÖC╣ÓčbŻ¼▒žĒÜųžą┬╔²£žĪŻ
ĪĪĪĪó▐CIP║¾£╩(zh©│n)éõ╔·«a(ch©Żn)Ģr
ĪĪĪĪ═ŻÖCĢrķgŻŠ4ąĪĢrŻ¼¤ß╦«ŪÕŽ┤Ż╗
ĪĪĪĪ═ŻÖCĢrķgŻŠ6ąĪĢrŻ¼ēAŪÕŽ┤+¤ß╦«ŪÕŽ┤Ż╗
ĪĪĪĪ═ŻÖCĢrķgŻŠ12ąĪĢrŻ¼ēA║═╦ßŪÕŽ┤+¤ß╦«ŪÕŽ┤ĪŻ
ĪĪĪĪ3.14 ░³čb
ĪĪĪĪŻ©1Ż® ┘N╣▄
ĪĪĪĪ¤ß╚█─z▓┘ū„£žČ╚×ķ150-165ĪµĪŻ
ĪĪĪĪŻ©2Ż® čbŽõ
ĪĪĪĪó┘čbŽõęÄ(gu©®)Ė±Ż║3Ī┴8 Ż╗
ĪĪĪĪó┌čbŽõą╬╩ĮŻ║ūįäėčbŽõŻ¼│╔ŽõŻ╗
ĪĪĪĪó█│╔Žõė├¤ß╚█─z▓┘ū„£žČ╚×ķ170-180ĪµĪŻ
ĪĪĪĪ3.15 ▒Ż£žīŹ“×╝░Öz“×
ĪĪĪĪĖ∙ō■(j©┤)ĪČXX╣½╦ŠX│╔ŲĘ╚ĪśėęÄ(gu©®)ätĪĘ╝░ĪČXX╣½╦Š│╔ŲĘĘ┼ąąęÄ(gu©®)Č©ĪĘł╠(zh©¬)ąą
ĪĪĪĪ3.16│÷ÅSŻ║
ĪĪĪĪ▒Ż£žīŹ“×Öz£y║ŽĖ±║¾Ż¼«a(ch©Żn)ŲĘĘĮ┐╔═ČĘ┼╩ął÷ĪŻ
4ĪóūóęŌ╩┬ĒŚ
ĪĪĪĪ4.1 ╔·«a(ch©Żn)▀^│╠æ¬(y©®ng)ć└(y©ón)Ė±░┤▒ŠęÄ(gu©®)│╠ęÄ(gu©®)Č©Ą─ģóöĄ(sh©┤)▀M(j©¼n)ąą┐žųŲŻ¼╬┤ęÄ(gu©®)Č©Ą─ģóöĄ(sh©┤)░┤įO(sh©©)éõę¬Ū¾▀M(j©¼n)ąąĪŻ
ĪĪĪĪ4.2 šJ(r©©n)šµū÷║├╔·«a(ch©Żn)ėøõøŻ¼ęį▒ŃŠ▀ėą┐╔ūĘ╦▌ąįĪŻ
ĪĪĪĪ4.3 ╔·«a(ch©Żn)▀^│╠æ¬(y©®ng)ć└(y©ón)Ė±┐žųŲŻ¼▓╗║ŽĖ±Ą─╬’┴ŽĮ^▓╗▀M(j©¼n)╚ļŽ┬ę╗Ą└╣żą“ĪŻ
ĪĪĪĪ4.4 ╔·«a(ch©Żn)▄ćķgĮ¹ų╣│÷¼F(xi©żn)┼▄Īó├░ĪóĄ╬Īó┬®¼F(xi©żn)Ž¾ĪŻ
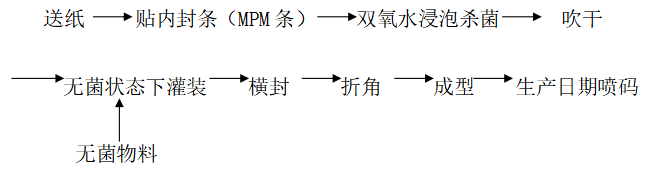
Č■Īó└¹śĘ┤u╦ß╦ß╚ķ╔·«a(ch©Żn)š{(di©żo)┼õųĖī¦(d©Żo)
ĪĪĪĪ1Īó▀mė├ĘČć·
ĪĪĪĪū±ššūŅ╝č╣ż╦ćųĖī¦(d©Żo)Ż¼Ą½ėų┐╝æ]ĄĮ╣żÅSĄ─īŹļHŪķørųŲČ©╚ńŽ┬╔·«a(ch©Żn)š{(di©żo)┼õųĖī¦(d©Żo)ĪŻ
ĪĪĪĪ2Īó╣ż╦ć▀^│╠
ĪĪĪĪĖ∙ō■(j©┤)┤╦«a(ch©Żn)ŲĘĄ─╣ż╦ćę¬Ū¾║═╬ę╣½╦ŠĄ─įO(sh©©)éõĀŅørŻ¼╣ż╦ć▀^│╠├Ķ╩÷╚ńŽ┬Ż║įŁ─╠Öz“×Ī·╩š─╠Ī·ā”┤µĪ·ā¶╚ķĪ·░═╩ŽÜóŠ·Ī·└õģsĪ·ā”┤µĪ·┼õ┴ŽĪ·┘A┤µĪ·ŅA(y©┤)¤ßĪ·├ōÜŌĪ·Š∙┘|(zh©¼)Ī·│¼Ė▀£žÜóŠ·Ī·└õģsĪ·╣ÓčbĪ·┘N╣▄Ī·čbŽõĪ·┤aČŌĪ·▒Ż£žīŹ“×Ī·│÷ÅS
ĪĪĪĪ3Īó╝╝ąg(sh©┤)ę¬Ū¾Ż©š{(di©żo)┼õ10ćŹ╦ß╦ß╚ķīŻė├Ż®
ĪĪĪĪ3.1 ╩š─╠
ĪĪĪĪ3.1.1 įŁ┴Ž─╠Öz“ׯ║ų„ę¬ĒŚ─┐×ķ£žČ╚Īó╦ßČ╚Īóų¼ĘŠĪóĄ░░ū┘|(zh©¼)Īó┐é?c©©)ķ╣╠¾wĪóŠŲŠ½īŹ“×Īóų¾ĘąīŹ“×ĪóĖą╣┘Ą╚ÄūĒŚųĖś╦(bi©Īo)▀M(j©¼n)ąąÖz£yĪŻ
ĪĪĪĪ3.1.2 ╩š─╠Ż║╩š─╠£žČ╚1-8ĪµŻ©5-8ĪµŻ®ĪŻ
ĪĪĪĪ3.1.3 ėŗ┴┐Ż║į┌ÅSā╚(n©©i)Ąž░§šŠĘQųžŻ¼öĄ(sh©┤)┴┐ęį├┐┤╬▀^░§å╬×ķ£╩(zh©│n)ĪŻ
ĪĪĪĪ3.1.4 ▀^×VŻ║įŁ┴Ž─╠Įø(j©®ng)▀^80─┐104Aļp┬ō(li©ón)▀^×VŲ„Ż¼│²╚źę╗ą®▌^┤¾ļs┘|(zh©¼)ĪŻ
ĪĪĪĪ3.1.5 └õģsŻ║═©▀^106A└õģs░ÕŲ¼└õģsŻ¼į┌108Īó114AĪó114Bā”─╠╣▐Ģ║┤µĪŻ
ĪĪĪĪ3.1.6 ā¶╚ķŻ║═©▀^111Bā¶╚ķÖCŻ¼│²╚źįŁ┴Ž─╠ųąļs┘|(zh©¼)ĪŻ
ĪĪĪĪ3.1.7 ┘A┤µŻ║ā¶╗»┼Ż─╠į┌108Īó114AĪó114Bā”─╠╣▐Ģ║┤µ,┘A┤µ£žČ╚1-8ĪµŻ©4-8ĪµŻ®Ż¼æ¬(y©®ng)į┌12ąĪĢrā╚(n©©i)ė├ė┌╔·«a(ch©Żn), ╚ń│¼▀^12ąĪĢr╩╣ė├Ż¼æ¬(y©®ng)ī”ŠŲŠ½īŹ“×Īóų¾ĘąīŹ“×ĪóĖą╣┘Īó╦ßČ╚Ą╚ųĖś╦(bi©Īo)▀M(j©¼n)ąąÖz£yĪŻ
ĪĪĪĪ3.2 ░═╩ŽÜóŠ·
ĪĪĪĪ3.2.1 ā¶╗»┼Ż─╠Įø(j©®ng)119ļxą─▒├Ż¼ĄĮś╦(bi©Īo)£╩(zh©│n)╗»╣▄┬Ęų┴320A╗“320BÜóŠ·ÖCĪŻ
ĪĪĪĪ3.2.2 Š∙┘|(zh©¼)Ż║Š∙┘|(zh©¼)£žČ╚65-70ĪµŻ¼Š∙┘|(zh©¼)ē║┴”18-20MPaĪŻ
ĪĪĪĪ3.2.3 ░═╩ŽÜóŠ·Ż║ÜóŠ·£žČ╚68-75ĪµŻ©70ĪµŻ®Ż¼Ģrķg15├ļĪŻ
ĪĪĪĪ3.2.4 └õģsŻ║░═╩ŽÜóŠ·╚ķ└õģsų┴1-8ĪµŻ©4-8ĪµŻ®ĪŻ
ĪĪĪĪ3.2.5 ┘A┤µŻ║░═╩ŽÜóŠ·╚ķ┤“╚ļ114CĪó114DĪó114Eā”─╠╣▐Ģ║┤µ,┘A┤µ£žČ╚1-8ĪµŻ©4-8ĪµŻ®Ż¼▓óį┌24ąĪĢrā╚(n©©i)ė├ė┌╔·«a(ch©Żn)Ż¼╚ń┘A┤µĢrķg│¼▀^24ąĪĢrŻ¼▓╗Ą├ė├ė┌╔·«a(ch©Żn)ĪŻ
ĪĪĪĪ3.3 ę╗śŪ┼õ┴Ž
ĪĪĪĪ3.3.1 ┤“─╠
ĪĪĪĪ3.3.1.1 īó┼õĘĮ╦∙ąĶꬥ─░═╩ŽÜóŠ·╚ķŅA(y©┤)Ž╚┤“╚ļ╦«║Ž╣▐Ż╗
ĪĪĪĪ3.3.1.2 ā¶╗»╦«200kgīó╣▄┬Ęųą░═╩ŽÜóŠ·╚ķĒö╚ļ╦«║Ž╣▐ĪŻ
ĪĪĪĪ3.3.2 B421╚▄ę║ųŲéõ
ĪĪĪĪ3.3.2.1 į┌266BĪó266CĪó266D┼õ┴Ž╣▐Ęųäe┤“╚ļ60-65ĪµĄ─ā¶╗»╦«800kgŻ╗
ĪĪĪĪ3.3.2.2 īóĖ╔╗ņ║├Ą─╠Ū║═B421ĘųäeŠÅ┬²╝ė╚ļĄĮ╚²éĆ┼õ┴Ž╣▐ųąŻ¼▒ŻūC╚▄ĮŌ£žČ╚60-65ĪµŻ©60ĪµŻ®Ż¼Ė▀╦┘╝¶Ūą15ĘųńŖū¾ėęŻ¼╩╣┴Žę║│╔×ķŠ∙ä“Ą─¤o╚Ōč█┐╔ęŖŅw┴ŻĄ─╗ņ║Ž╬’Ż╗
ĪĪĪĪ3.3.2.3 ╗ņ║Ž╚▄ę║═©▀^267Ż©╗“268Ż®ļxą─▒├Ż¼Įø(j©®ng)269AŻ©╗“269BŻ®└õģs░ÕŲ¼Ż¼└õģsų┴20ĪµŻ©18ĪµŻ®ū¾ėęŻ¼▀M(j©¼n)╚ļ╦«║Ž╣▐Ż╗
ĪĪĪĪ3.3.2.4 ā¶╗»╦«300kgīó╣▄┬Ęųą╗ņ║Ž╚▄ę║Ēö╚ļ╦«║Ž╣▐ĪŻ
ĪĪĪĪ3.3.3 ╠Ū╚▄ę║ųŲéõ
ĪĪĪĪ3.3.3.1 į┌266D┼õ┴Ž╣▐ųą┤“╚ļ25-45ĪµŻ©36ĪµŻ®Ą─ā¶╗»╦«800kgŻ╗
ĪĪĪĪ3.3.3.2 īó╩ŻėÓĄ─░ū╔░╠Ū║═AA012╝ė╚ļ266D┼õ┴Ž╣▐ųąŻ¼Ė▀╦┘╝¶Ūą15ĘųńŖū¾ėęŻ¼▒ŻūC╠Ūę║×ķ¤o╚Ōč█┐╔ęŖŅw┴ŻĄ─╚▄ę║Ż╗
ĪĪĪĪ3.3.3.3 ═©▀^267ļxą─▒├Ż¼Įø(j©®ng)▀^120─┐202A║═202B▀^×VŲ„Ż¼╚ź│²╠Ūę║Ą─ļs┘|(zh©¼)Ż¼Įø(j©®ng)269A└õģs░ÕŲ¼Ż¼└õģsų┴10Īµū¾ėęŻ¼▀M(j©¼n)╚ļ╦«║Ž╣▐Ż╗
ĪĪĪĪ3.3.3.4 ā¶╗»╦«300kgīó╣▄┬Ęųą╠Ūę║Ēö╚ļ╦«║Ž╣▐ĪŻ
ĪĪĪĪ3.3.4 š{(di©żo)╦ß
ĪĪĪĪ3.3.4.1 į┌115AĪó115Bš{(di©żo)╦ß╣▐ųąĘųäe╝ė╚ļ900kg│Ż£žā¶╗»╦«Ż╗
ĪĪĪĪ3.3.4.2 īó╚ķ╦ß║═ÖÄ├╩╦ßŲĮŠ∙Ęų┼õĄĮ115A║═115Bā╔éĆš{(di©żo)╦ß╣▐ųą│õĘų╚▄ĮŌŻ╗
ĪĪĪĪ3.3.4.3 ╝ė╚ļAąĪ┴Žöć░ĶŠ∙ä“Ż¼▒ŻūC¤o╚Ōč█┐╔ęŖŅw┴ŻĄ─Š∙ä“═Ė├„╚▄ę║Ż╗
ĪĪĪĪ3.3.4.4 š{(di©żo)╦ßŪ░╦«║Ž╣▐ųą╬’┴ŽĄ─£žČ╚▒žĒÜĪ▄15ĪµŻ©10-13ĪµŻ®Ż¼╚▌┴┐æ¬(y©®ng)Ī▌7.5揯©╚ń╣¹╔·«a(ch©Żn)ADŌ}ā×(y©Łu)╦ß╚ķŻ¼╚▌┴┐æ¬(y©®ng)Ī▌7.0揯®Ż╗
ĪĪĪĪ3.3.4.5 īó╦ßę║═©▀^115ļxą─▒├ŠÅ┬²Š∙ä“╝ė╚ļ╦«║Ž╣▐ųąĪŻ▒ŻūC╝ė╦ߊ∙ä“▓╗Ą├═ŻŅDŻ¼╦ß╗»ĢrķgĪ▌30ĘųńŖŻ¼▒ŻūCćŖ╦ßą¦╣¹,ø]ėąĄ░░ū┘|(zh©¼)ą§Ų¼«a(ch©Żn)╔·Ż╗
ĪĪĪĪ3.3.4.6 ā¶╗»╦«200kgīó╣▄┬ĘųąĄ─╦ßę║Ēö╚ļ╦«║Ž╣▐ĪŻ
ĪĪĪĪ3.3.5 ╔·«a(ch©Żn)ADŌ}ā×(y©Łu)╦ß╚ķ
ĪĪĪĪ3.3.5.1 į┌266A┼õ┴Ž╣▐ųą╝ė╚ļ500kg│Ż£žā¶╗»╦«Ż╗
ĪĪĪĪ3.3.5.2 īóDąĪ┴Ž╝ė╚ļ266A┼õ┴Ž╣▐ųą│õĘų╚▄ĮŌŻ¼Ė▀╦┘╝¶Ūą15ĘųńŖū¾ėęŻ¼▒ŻūC×ķ¤o╚Ōč█┐╔ęŖŅw┴ŻĄ─╚▄ę║Ż╗
ĪĪĪĪ3.3.5.3═©▀^267Ż©╗“268Ż®ļxą─▒├Ż¼Įø(j©®ng)269AŻ©╗“269BŻ®└õģs░ÕŲ¼Ż¼└õģsų┴10Īµū¾ėęŻ¼▀M(j©¼n)╚ļ╦«║Ž╣▐Ż╗
ĪĪĪĪ3.3.5.4 ā¶╗»╦«300kgīó╣▄┬ĘųąDąĪ┴Ž╚▄ę║Ēö╚ļ╦«║Ž╣▐ĪŻ
ĪĪĪĪ3.3.6 Č©╚▌Ż║═Żų╣öć░Ķ╝ė╦«Č©╚▌ų┴┐╠Č╚9900LĪŻ┤²░ļ│╔ŲĘöć░Ķ15ĘųńŖ║¾░┤ššā×(y©Łu)╦ß╚ķ░ļ│╔ŲĘ┘|(zh©¼)┴┐ś╦(bi©Īo)£╩(zh©│n)▀M(j©¼n)ąąÖz£yŻ¼▒ŻūC╬’┴ŽŠ∙ä“ĪŻ
ĪĪĪĪ3.3.7 CąĪ┴ŽŻ║Öz£y║ŽĖ±║¾╝ė╚ļCąĪ┴ŽŻ¼▒ŻūCöć░ĶŠ∙ä“ĪŻ
ĪĪĪĪ3.3.8 ┘A┤µŻ║░ļ│╔ŲĘį┌220AĪó220Bā”─╠╣▐┘A┤µ£žČ╚į┌1-8ĪµŻ¼æ¬(y©®ng)į┌5ąĪĢrā╚(n©©i)ė├ė┌╔·«a(ch©Żn)Ż¼╚ń┘A┤µ│¼▀^5ąĪĢrŻ¼╣®┴ŽŪ░╚ĪśėÅ═(f©┤)ÖzĪŻ┘A┤µŲ┌ķg║═╔·«a(ch©Żn)Ų┌ķgæ¬(y©®ng)├┐1ąĪĢrķ_öć░Ķ15ĘųńŖŻ¼▒ŻūC╬’┴ŽŠ∙ä“ĪŻ
ĪĪĪĪ3.3.9 ╣®┴ŽŻ║░ļ│╔ŲĘė╔227ļxą─▒├Ż¼Įø(j©®ng)100─┐Ż©60─┐Ż®228▀^×VŲ„Ż¼╚ź═∙Č■śŪ803CĪó803DĪó803EĪó803FĪó803Gųąķg╣▐ĪŻ
ĪĪĪĪéõūóŻ║
ĪĪĪĪ1Ż®╦∙╠Ē╝ėĄ─╦∙ėąįŁ┴Ž┼cąĪ┴Ž├▄ķ]ĘŌ┐┌Ģ║┤µŻ¼ć└(y©ón)Ė±Ę└ų╣╬█╚ŠĪŻ
ĪĪĪĪ2Ż®╠Ū╚▄ę║▀^×VŠW(w©Żng)▒žĒÜ├┐┼õę╗╣▐ŪÕŽ┤ę╗┤╬ĪŻ
ĪĪĪĪ3Ż®╚¶Å═(f©┤)Öz▒žĒÜ│÷Š▀Å═(f©┤)ÖzĀŅæB(t©żi)å╬ĪŻ
ĪĪĪĪ4Ż®╚¶┼õ┴Ž╣▐╩╣ė├Ū░┐š╣▐Ģrķg▀_(d©ó)2ąĪĢrŻ¼▒žĒÜ▀M(j©¼n)ąą¤ß╦«ø_Ž┤15-20ĘųńŖŻ╗╚¶┐š╣▐Ģrķg▀_(d©ó)12ąĪĢr▀M(j©¼n)ąąēA+╦ßŪÕŽ┤ĪŻ
ĪĪĪĪ5Ż®┼õ┴ŽŲ┌ķgŻ¼261AĪó261BĪó261CĪó261D╦«║Ž╣▐öć░Ķ╩╝ĮKķ_åóĪŻ
ĪĪĪĪ3.4 │¼Ė▀£ž£ńŠ·
ĪĪĪĪ3.4.1 ŅA(y©┤)¤ßŻ║īó╬’┴ŽŅA(y©┤)¤ßų┴70-80ĪµĪŻ
ĪĪĪĪ3.4.2 ├ōÜŌŻ║▀M(j©¼n)╚ļ├ōÜŌ╣▐Ż¼├ōÜŌē║┴”×ķ-0.05Ī¬ -0.07 MPaŻ¼├ōÜŌ╣▐ę║╬╗×ķ75-85%Ż©UHTBėąĢrĢ■▓©äėų┴90%Ż®ĪŻ
ĪĪĪĪ3.4.3 Š∙┘|(zh©¼)Ż║Š∙┘|(zh©¼)£žČ╚×ķ65-75ĪµŻ¼Š∙┘|(zh©¼)ē║┴”×ķ24-25MPa(Ž╚š{(di©żo)Č■╝ēē║┴”ų┴5MPaŻ¼į┘š{(di©żo)ę╗╝ēē║┴”ų┴24-25MPa)ĪŻ
ĪĪĪĪ3.4.4 │¼Ė▀£ž£ńŠ·£žČ╚×ķ121-123ĪµŻ©121ĪµŻ®Ż¼Ģrķg4├ļńŖŻ¼ł¾Š»▒Żūo(h©┤)£žČ╚116ĪµĪŻ
ĪĪĪĪ3.4.5 └õģsŻ║£žČ╚Ī▄30ĪµŻ©26ĪµŻ®ĪŻ
ĪĪĪĪ3.4.6 UHTÖC╔·«a(ch©Żn)ų▄Ų┌▓╗│¼▀^24ąĪĢrĪŻ
ĪĪĪĪ3.4.7 Ųõ╦¹╝╝ąg(sh©┤)ģóöĄ(sh©┤)ģóššįO(sh©©)éõ╣®æ¬(y©®ng)╔╠╠ß╣®Ą─╝╝ąg(sh©┤)ģóöĄ(sh©┤)ę¬Ū¾ĪŻ
ĪĪĪĪéõūóŻ║UHTį┌ĮĄ┴„┴┐╔·«a(ch©Żn)Ą─ŪķørŽ┬Ż¼╣ÓčbÖCå╬ÖC╔·«a(ch©Żn)Ģrķg▓╗Ą├│¼▀^3ąĪĢrŻ╗UHTöÓ┴Ž║═▀M(j©¼n)┴Ž╝░Ģr═©ų¬╣ż╦ćåT╚ĪśėÖz£y(░³└©AICŪÕŽ┤Ģr)ĪŻ
ĪĪĪĪ3.5 ¤oŠ·╣▐
ĪĪĪĪ3.5.1¤oŠ·┐šÜŌē║┴”Ī▌1.5MPa,TT140Ī▌110Īµ,TT160Ī▌110ĪµŻ¼TT180Ī▌110ĪµĪŻ
ĪĪĪĪ3.5.2 ¤oŠ·╣▐╣▄└ĒęÄ(gu©®)Č©Ż║╚ń╣¹¤oŠ·╣▐į┌ŪÕŽ┤║¾4ąĪĢrā╚(n©©i)▓╗─▄╔²£žŻ¼į┌╔²£žŪ░æ¬(y©®ng)▀M(j©¼n)ąąēAŪÕŽ┤ĪŻ╚ń╣¹į┌8ąĪĢrų«ā╚(n©©i)▓╗─▄╔²£žŻ¼ätį┌╔²£žų«Ū░▀M(j©¼n)ąąēA+╦ßŪÕŽ┤ĪŻ
ĪĪĪĪ3.5.3 Ųõ╦¹╝╝ąg(sh©┤)ģóöĄ(sh©┤)ģóššįO(sh©©)éõ╣®æ¬(y©®ng)╔╠╠ß╣®Ą─╝╝ąg(sh©┤)ģóöĄ(sh©┤)ę¬Ū¾ĪŻ
ĪĪĪĪ3.6 ╣Óčb
ĪĪĪĪ3.6.1 ┴„│╠╚ńŽ┬
ĪĪĪĪ3.6.2╣ż╦ćģóöĄ(sh©┤)
ĪĪĪĪó┘╬’┴Ž▀M(j©¼n)┴Ž£žČ╚Ż║╬’┴Ž£žČ╚Ī▄30ĪµŻ©26ĪµŻ®ĪŻ
ĪĪĪĪó┌ļpč§╦«ØŌČ╚Ż║30-50%ĪŻTBA19├┐4éĆąĪĢrÖz£yę╗┤╬Ż¼ūŅķL├┐Ų▀╠ņĖ³ōQę╗┤╬Ż╗Į■┼▌Ž┬╠Ņ┴Ž╣▄Ą─ļpč§╦«ØŌČ╚30-50%├┐░ÓÖz£yę╗┤╬Ż¼├┐Ų▀╠ņÅžĄūĖ³ōQę╗┤╬ĪŻ
ĪĪĪĪó█ļpč§╦«£žČ╚
ĪĪĪĪTBA19 ą═╣ÓčbÖCŻ║70-78ĪµŻ╗
ĪĪĪĪTBA22 ą═╣ÓčbÖCŻ║Ī▌78ĪµĪŻ
ĪĪĪĪó▄ć└(y©ón)Ė±ł╠(zh©¬)ąą╔·«a(ch©Żn)╚šŲ┌Īó┼·╠¢Īó▒Ż┘|(zh©¼)Ų┌Ą╚ś╦(bi©Īo)ūRĄ─┤“ėĪę¬Ū¾ĪŻ
ĪĪĪĪó▌╣ÓčbÖC╔²£ž║¾Ż¼│¼▀^45ĘųńŖ▓╗─▄ķ_ÖC╣ÓčbŻ¼▒žĒÜųžą┬╔²£žĪŻ
ĪĪĪĪó▐CIP║¾£╩(zh©│n)éõ╔·«a(ch©Żn)Ģr
ĪĪĪĪ═ŻÖCĢrķgŻŠ4ąĪĢrŻ¼¤ß╦«ŪÕŽ┤Ż╗
ĪĪĪĪ═ŻÖCĢrķgŻŠ6ąĪĢrŻ¼ēAŪÕŽ┤+¤ß╦«ŪÕŽ┤Ż╗
ĪĪĪĪ═ŻÖCĢrķgŻŠ12ąĪĢrŻ¼ēA║═╦ßŪÕŽ┤+¤ß╦«ŪÕŽ┤ĪŻ
ĪĪĪĪ3.7 ░³čb
ĪĪĪĪ3.7.1 ┘N╣▄
ĪĪĪĪ¤ß╚█─z▓┘ū„£žČ╚×ķ150-165ĪµĪŻ
ĪĪĪĪ3.7.2 čbŽõ
ĪĪĪĪó┘čbŽõęÄ(gu©®)Ė±Ż║3Ī┴8 Ż╗
ĪĪĪĪó┌čbŽõą╬╩ĮŻ║ūįäėčbŽõŻ¼│╔ŽõŻ╗
ĪĪĪĪó█│╔Žõė├¤ß╚█─z▓┘ū„£žČ╚×ķ170-180ĪµĪŻ
ĪĪĪĪ3.8 ▒Ż£žīŹ“×╝░Öz“×
ĪĪĪĪĖ∙ō■(j©┤)ĪČXX╣½╦Š│╔ŲĘ╚ĪśėęÄ(gu©®)ätĪĘ╝░ĪČXX╣½╦Š│╔ŲĘĘ┼ąąęÄ(gu©®)Č©ĪĘł╠(zh©¬)ąąĪŻ
ĪĪĪĪ3.9 │÷ÅS
ĪĪĪĪ▒Ż£žīŹ“×Öz£y║ŽĖ±║¾Ż¼«a(ch©Żn)ŲĘĘĮ┐╔═ČĘ┼╩ął÷ĪŻ
ĪĪĪĪ4ĪóūóęŌ╩┬ĒŚ
ĪĪĪĪ4.1 ╔·«a(ch©Żn)▀^│╠æ¬(y©®ng)ć└(y©ón)Ė±░┤▒ŠęÄ(gu©®)│╠ęÄ(gu©®)Č©Ą─ģóöĄ(sh©┤)▀M(j©¼n)ąą┐žųŲŻ¼╬┤ęÄ(gu©®)Č©Ą─ģóöĄ(sh©┤)░┤įO(sh©©)éõę¬Ū¾▀M(j©¼n)ąąĪŻ
ĪĪĪĪ4.2 šJ(r©©n)šµū÷║├╔·«a(ch©Żn)ėøõøŻ¼ęį▒ŃŠ▀ėą┐╔ūĘ╦▌ąįĪŻ
ĪĪĪĪ4.3 ╔·«a(ch©Żn)▀^│╠æ¬(y©®ng)ć└(y©ón)Ė±┐žųŲŻ¼▓╗║ŽĖ±Ą─╬’┴ŽĮ^▓╗▀M(j©¼n)╚ļŽ┬ę╗Ą└╣żą“ĪŻ
ĪĪĪĪ4.4 ╔·«a(ch©Żn)▄ćķgĮ¹ų╣│÷¼F(xi©żn)┼▄Īó├░ĪóĄ╬Īó┬®¼F(xi©żn)Ž¾ĪŻ
ĪĪĪĪéõūóŻ║ęį╔Ž└©╠¢ā╚(n©©i)ś╦(bi©Īo)ūó×ķīŹļHė^▓ņĄ─╣ż╦ćģóöĄ(sh©┤)ĪŻ
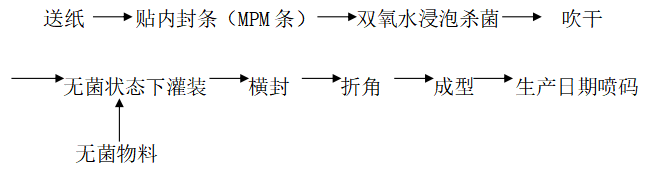
╚²Īó╠╬Č─╠╔·«a(ch©Żn)š{(di©żo)┼õųĖī¦(d©Żo)
ĪĪĪĪ1Īó▀mė├ĘČć·
ĪĪĪĪū±ššūŅ╝č╣ż╦ćųĖī¦(d©Żo)Ż¼Ą½ėų┐╝æ]ĄĮ╣żÅSĄ─īŹļHŪķørųŲČ©╚ńŽ┬╔·«a(ch©Żn)š{(di©żo)┼õųĖī¦(d©Żo)
ĪĪĪĪ2Īó╣ż╦ć▀^│╠
ĪĪĪĪĖ∙ō■(j©┤)┤╦«a(ch©Żn)ŲĘĄ─╣ż╦ćę¬Ū¾║═╬ę╣½╦ŠĄ─įO(sh©©)éõĀŅørŻ¼╣ż╦ć▀^│╠├Ķ╩÷╚ńŽ┬Ż║
ĪĪĪĪįŁ─╠Öz“×Ī·╩š─╠Ī·ā”┤µĪ·ā¶╚ķĪ·ŅA(y©┤)░═╩ŽÜóŠ·Ī·└õģsĪ·ā”┤µĪ·┼õ┴ŽĪ·┘A┤µĪ· ░═╩ŽÜóŠ· Ī·ŅA(y©┤)¤ßĪ·├ōÜŌĪ·Š∙┘|(zh©¼)Ī·│¼Ė▀£žÜóŠ·Ī·└õģsĪ·╣ÓčbĪ·┘N╣▄Ī·čbŽõĪ·┤aČŌĪ·▒Ż£žīŹ“×Ī·│÷ÅS
ĪĪĪĪ3Īó╝╝ąg(sh©┤)ę¬Ū¾Ż©š{(di©żo)┼õ10ćŹ╠╬Č─╠īŻė├Ż®
ĪĪĪĪ3.1 ╩š─╠
ĪĪĪĪ3.1.1 įŁ┴Ž─╠Öz“ׯ║ų„ę¬ĒŚ─┐×ķ£žČ╚Īó╦ßČ╚Īóų¼ĘŠĪóĄ░░ū┘|(zh©¼)Īó┐é?c©©)ķ╣╠¾wĪóŠŲŠ½īŹ“×Īóų¾ĘąīŹ“×ĪóĖą╣┘Ą╚ÄūĒŚųĖś╦(bi©Īo)▀M(j©¼n)ąąÖz£yĪŻ
ĪĪĪĪ3.1.2 ╩š─╠Ż║╩š─╠£žČ╚1-8ĪµĪŻ
ĪĪĪĪ3.1.3 ėŗ┴┐Ż║į┌ÅSā╚(n©©i)Ąž░§šŠĘQųžŻ¼öĄ(sh©┤)┴┐ęį├┐┤╬▀^░§å╬×ķ£╩(zh©│n)ĪŻ
ĪĪĪĪ3.1.4 ▀^×VŻ║įŁ┴Ž─╠Įø(j©®ng)▀^80─┐104Aļp┬ō(li©ón)▀^×VŲ„Ż¼│²╚źę╗ą®▌^┤¾ļs┘|(zh©¼)ĪŻ
ĪĪĪĪ3.1.5 └õģsŻ║═©▀^106A└õģs░ÕŲ¼└õģsŻ¼į┌108Īó114AĪó114Bā”─╠╣▐Ģ║┤µĪŻ
ĪĪĪĪ3.1.6┘A┤µŻ║įŁ┴Ž─╠į┌108Īó114AĪó114Bā”─╠╣▐Ģ║┤µ,┘A┤µ£žČ╚1-8ĪµŻ¼æ¬(y©®ng)į┌12ąĪĢrā╚(n©©i)ė├ė┌╔·«a(ch©Żn), ╚ń│¼▀^12ąĪĢr╩╣ė├Ż¼æ¬(y©®ng)ī”ŠŲŠ½īŹ“×Īóų¾ĘąīŹ“×ĪóĖą╣┘Īó╦ßČ╚Ą╚ųĖś╦(bi©Īo)▀M(j©¼n)ąąÖz£yĪŻ
ĪĪĪĪ3.2 ā¶╚ķ
ĪĪĪĪ3.2.1 ŅA(y©┤)░═╩ŽÜóŠ·Ż║£žČ╚65-70ĪµŻ¼Ģrķg2├ļńŖĪŻ
ĪĪĪĪ3.2.2 └õģsŻ║īóŅA(y©┤)░═╩ŽÜóŠ·║¾Ą─┼Ż╚ķ└õģsų┴1-8ĪµĪŻ
ĪĪĪĪ3.2.3 ā¶╚ķŻ║═©▀^111Bā¶╚ķÖCŻ¼│²╚źįŁ┴Ž─╠ųąĄ─ļs┘|(zh©¼)ĪŻ
ĪĪĪĪ3.2.4 ┘A┤µŻ║ā¶╗»┼Ż─╠į┌114CĪó114DĪó114Eā”─╠╣▐Ģ║┤µŻ¼┘A┤µ£žČ╚1-8ĪµŻ¼▓óį┌24ąĪĢrā╚(n©©i)ė├ė┌╔·«a(ch©Żn),╚ń┘A┤µĢrķg│¼▀^24ąĪĢrŻ¼▓╗Ą├ė├ė┌┼õ┴ŽĪŻ
ĪĪĪĪ3.3 ę╗śŪ┼õ┴Ž
ĪĪĪĪ3.3.1┤“─╠
ĪĪĪĪ3.3.1.1 īó┼õĘĮ╦∙ąĶꬥ─ā¶╗»┼Ż╚ķŅA(y©┤)Ž╚┤“╚ļ╦«║Ž╣▐Ż╗
ĪĪĪĪ3.3.1.2 ā¶╗»╦«200kgīó╣▄┬Ęųąā¶╗»┼Ż╚ķĒö╚ļ╦«║Ž╣▐ĪŻ
ĪĪĪĪ3.3.2īóš╝┼õ┴Ž┴┐15%Ī½20%Ą─┼õ┴Žė├╦«╝ė╚ļ┼õ┴Ž╣▐Ż¼╝ė¤ßų┴65ĪµĪ└5ĪµŻ¼īóBąĪ┴Ž┼c╠Ūęį1Ī├5Ą─▒╚└²╗ņ║ŽŻ¼╝ė╚ļ¤ß╦«ųąŻ¼╗»┴ŽĄ─£žČ╚▒Ż│ųį┌65ĪµĪ└5ĪµĪŻ▓╔ė├Š▀ėą╗ņ║ŽĪóĘų╔óĪó╝¶Ūąą¦╣¹Ą─╗»┴ŽįO(sh©©)éõŻ¼╩╣┴Žę║│╔×ķŠ∙ä“╗ņ║Ž╬’ĪŻ╗ņ║Ž╚▄ę║═©▀^267Ż©╗“268Ż®ļxą─▒├Ż¼Įø(j©®ng)269AŻ©╗“269BŻ®└õģs░ÕŲ¼Ż¼└õģsų┴10Īµū¾ėęŻ¼▀M(j©¼n)╚ļ╦«║Ž╣▐Ż╗
ĪĪĪĪ3.3.3īóš╝┼õ┴Ž┴┐10%Ą─┼õ┴Žė├╦«╔²£žų┴50ĪµĪ└5ĪµŻ¼īóAąĪ┴Ž║═╩ŻėÓ░ū╔░╠Ū╝ė╚ļ╗»┴ŽĖūųą│õĘų╚▄ĮŌĪŻ═©▀^267ļxą─▒├Ż¼Įø(j©®ng)▀^120─┐202A║═202B▀^×VŲ„Ż¼╚ź│²┴Žę║Ą─ļs┘|(zh©¼)Ż¼Įø(j©®ng)269A└õģs░ÕŲ¼Ż¼└õģsų┴10Īµū¾ėęŻ¼▀M(j©¼n)╚ļ╦«║Ž╣▐Ż╗
ĪĪĪĪ3.3.4Č©╚▌Ż║═Żų╣öć░Ķ╝ė╦«Č©╚▌ų┴┐╠Č╚9900LĪŻ┤²░ļ│╔ŲĘöć░Ķ15ĘųńŖ║¾░┤šš╠╬Č─╠╚ķ’ŗ┴Ž░ļ│╔ŲĘ┘|(zh©¼)┴┐ś╦(bi©Īo)£╩(zh©│n)▀M(j©¼n)ąąÖz£yŻ¼▒ŻūC╬’┴ŽŠ∙ä“ĪŻ
ĪĪĪĪ3.3.5ąĪ┴ŽŻ║Öz£y║ŽĖ±║¾╝ė╚ļCąĪ┴ŽŻ¼▒ŻūCöć░ĶŠ∙ä“ĪŻ
ĪĪĪĪ3.4░═╩ŽÜóŠ·
ĪĪĪĪ3.4.1 ░ļ│╔ŲĘĮø(j©®ng)263ļxą─▒├Ż¼═©▀^263ŠĆŻ¼▀M(j©¼n)╚ļ320AŻ©╗“320BŻ®ÜóŠ·ÖCĪŻ▀^×VĪóŅA(y©┤)¤ß║¾Ż¼▀M(j©¼n)╚ļ321AŻ©╗“321BŻ®Š∙┘|(zh©¼)ÖCĪŻ
ĪĪĪĪ3.4.2 Š∙┘|(zh©¼)Ż║Š∙┘|(zh©¼)ē║┴”×ķ18-20MPaŻ©Ž╚š{(di©żo)Č■╝ēē║┴”ų┴5MPaŻ╗į┘š{(di©żo)ę╗╝ēē║┴”ų┴18-20 MPaŻ®ĪŻ
ĪĪĪĪ3.4.3 ░═╩ŽÜóŠ·Ż║£žČ╚68-72ĪµŻ¼Ģrķg15├ļńŖĪŻ
ĪĪĪĪ3.4.4 └õģsŻ║└õģsĄĮ1-8ĪµŻ¼┤“╚ļ220AŻ©╗“220BŻ®ā”─╠╣▐ĪŻ
ĪĪĪĪ3.5 ┘A┤µ
ĪĪĪĪ░ļ│╔ŲĘį┌220AĪó220Bā”─╠╣▐┘A┤µ£žČ╚į┌1-8ĪµŻ¼æ¬(y©®ng)į┌5ąĪĢrā╚(n©©i)ė├ė┌╔·«a(ch©Żn)Ż¼╚ń┘A┤µ│¼▀^5ąĪĢrŻ¼╣®┴ŽŪ░╚ĪśėÅ═(f©┤)ÖzĪŻ┘A┤µŲ┌ķg║═╔·«a(ch©Żn)Ų┌ķgæ¬(y©®ng)├┐1ąĪĢrķ_öć░Ķ15ĘųńŖŻ¼▒ŻūC╬’┴ŽŠ∙ä“ĪŻ
ĪĪĪĪ3.6╣®┴Ž
ĪĪĪĪ░ļ│╔ŲĘė╔227ļxą─▒├Ż¼Įø(j©®ng)100─┐228▀^×VŲ„Ż¼╚ź═∙Č■śŪ803CĪó803DĪó803EĪó803FĪó803Gųąķg╣▐ĪŻ
ĪĪĪĪéõūóŻ║
ĪĪĪĪ1Ż®╦∙╠Ē╝ėĄ─╦∙ėąįŁ┴Ž┼cąĪ┴Ž├▄ķ]ĘŌ┐┌Ģ║┤µŻ¼ć└(y©ón)Ė±Ę└ų╣╬█╚ŠĪŻ
ĪĪĪĪ2Ż®╠Ū╚▄ę║▀^×VŠW(w©Żng)▒žĒÜ├┐┼õę╗╣▐ŪÕŽ┤ę╗┤╬ĪŻ
ĪĪĪĪ3Ż®╚¶Å═(f©┤)Öz▒žĒÜ│÷Š▀Å═(f©┤)ÖzĀŅæB(t©żi)å╬ĪŻ
ĪĪĪĪ4Ż®╚¶┼õ┴Ž╣▐╩╣ė├Ū░┐š╣▐Ģrķg▀_(d©ó)2ąĪĢrŻ¼▒žĒÜ▀M(j©¼n)ąą¤ß╦«ø_Ž┤15-20ĘųńŖŻ╗╚¶┐š╣▐Ģrķg▀_(d©ó)12ąĪĢr▀M(j©¼n)ąąēA+╦ßŪÕŽ┤ĪŻ
ĪĪĪĪ5Ż®┼õ┴ŽŲ┌ķgŻ¼261AĪó261BĪó261CĪó261D╦«║Ž╣▐öć░Ķ╩╝ĮKķ_åóĪŻ
ĪĪĪĪ3.7 │¼Ė▀£ž£ńŠ·
ĪĪĪĪ3.7.1 ŅA(y©┤)¤ßŻ║īó╬’┴ŽŅA(y©┤)¤ßų┴70-80ĪµĪŻ
ĪĪĪĪ3.7.2 ├ōÜŌŻ║▀M(j©¼n)╚ļ├ōÜŌ╣▐Ż¼├ōÜŌē║┴”×ķ-0.05Ī¬ -0.07 MPaŻ¼├ōÜŌ╣▐ę║╬╗×ķ75-85%ĪŻ
ĪĪĪĪ3.7.3 Š∙┘|(zh©¼)Ż║Š∙┘|(zh©¼)£žČ╚×ķ65-75ĪµŻ¼Š∙┘|(zh©¼)ē║┴”×ķ24-25MPa(Ž╚š{(di©żo)Č■╝ēē║┴”ų┴5MPaŻ¼į┘š{(di©żo)ę╗╝ēē║┴”ų┴24-25MPa)ĪŻ
ĪĪĪĪ3.7.4 │¼Ė▀£ž£ńŠ·£žČ╚×ķ137-142ĪµŻ¼Ģrķg4├ļńŖ.
ĪĪĪĪ3.7.5 └õģsŻ║£žČ╚Ī▄30ĪµĪŻ
ĪĪĪĪ3.7.6 UHTÖC╔·«a(ch©Żn)ų▄Ų┌▓╗│¼▀^24ąĪĢrĪŻ
ĪĪĪĪ3.7.7 Ųõ╦¹╝╝ąg(sh©┤)ģóöĄ(sh©┤)ģóššįO(sh©©)éõ╣®æ¬(y©®ng)╔╠╠ß╣®Ą─╝╝ąg(sh©┤)ģóöĄ(sh©┤)ę¬Ū¾ĪŻ
ĪĪĪĪéõūóŻ║UHTį┌ĮĄ┴„┴┐╔·«a(ch©Żn)Ą─ŪķørŽ┬Ż¼╣ÓčbÖCå╬ÖC╔·«a(ch©Żn)Ģrķg▓╗Ą├│¼▀^3ąĪĢrŻ╗UHTöÓ┴Ž║═▀M(j©¼n)┴Ž╝░Ģr═©ų¬╣ż╦ćåT╚ĪśėÖz£y(░³└©AICŪÕŽ┤Ģr)ĪŻ
ĪĪĪĪ3.8 ¤oŠ·╣▐
ĪĪĪĪ3.8.1¤oŠ·┐šÜŌē║┴”Ī▌1.5MPa,TT140Ī▌110Īµ,TT160Ī▌110ĪµŻ¼TT180Ī▌110ĪµĪŻ
ĪĪĪĪ3.8.2 ¤oŠ·╣▐╣▄└ĒęÄ(gu©®)Č©Ż║╚ń╣¹¤oŠ·╣▐į┌ŪÕŽ┤║¾4ąĪĢrā╚(n©©i)▓╗─▄╔²£žŻ¼į┌╔²£žŪ░æ¬(y©®ng)▀M(j©¼n)ąąēAŪÕŽ┤ĪŻ╚ń╣¹į┌8ąĪĢrų«ā╚(n©©i)▓╗─▄╔²£žŻ¼ätį┌╔²£žų«Ū░▀M(j©¼n)ąąēA+╦ßŪÕŽ┤ĪŻ
ĪĪĪĪ3.8.3 Ųõ╦¹╝╝ąg(sh©┤)ģóöĄ(sh©┤)ģóššįO(sh©©)éõ╣®æ¬(y©®ng)╔╠╠ß╣®Ą─╝╝ąg(sh©┤)ģóöĄ(sh©┤)ę¬Ū¾ĪŻ
ĪĪĪĪ3.9 ╣Óčb
ĪĪĪĪ3.9.1 ┴„│╠╚ńŽ┬
ĪĪĪĪ3.9.2╣ż╦ćģóöĄ(sh©┤)
ĪĪĪĪó┘╬’┴Ž▀M(j©¼n)┴Ž£žČ╚Ż║╬’┴Ž£žČ╚Ī▄30ĪµĪŻ
ĪĪĪĪó┌ļpč§╦«ØŌČ╚Ż║30-50%ĪŻTBA19├┐4éĆąĪĢrÖz£yę╗┤╬Ż¼ūŅķL├┐Ų▀╠ņĖ³ōQę╗┤╬Ż╗Į■┼▌Ž┬╠Ņ┴Ž╣▄Ą─ļpč§╦«ØŌČ╚30-50%├┐░ÓÖz£yę╗┤╬Ż¼├┐Ų▀╠ņÅžĄūĖ³ōQę╗┤╬ĪŻ
ĪĪĪĪó█ļpč§╦«£žČ╚
ĪĪĪĪTBA19 ą═╣ÓčbÖCŻ║70-78ĪµŻ╗
ĪĪĪĪTBA22 ą═╣ÓčbÖCŻ║Ī▌78ĪµĪŻ
ĪĪĪĪó▄ć└(y©ón)Ė±ł╠(zh©¬)ąą╔·«a(ch©Żn)╚šŲ┌Īó┼·╠¢Īó▒Ż┘|(zh©¼)Ų┌Ą╚ś╦(bi©Īo)ūRĄ─┤“ėĪę¬Ū¾ĪŻ
ĪĪĪĪó▌╣ÓčbÖC╔²£ž║¾Ż¼│¼▀^45ĘųńŖ▓╗─▄ķ_ÖC╣ÓčbŻ¼▒žĒÜųžą┬╔²£žĪŻ
ĪĪĪĪó▐CIP║¾£╩(zh©│n)éõ╔·«a(ch©Żn)Ģr
ĪĪĪĪ═ŻÖCĢrķgŻŠ4ąĪĢrŻ¼¤ß╦«ŪÕŽ┤Ż╗
ĪĪĪĪ═ŻÖCĢrķgŻŠ6ąĪĢrŻ¼ēAŪÕŽ┤+¤ß╦«ŪÕŽ┤Ż╗
ĪĪĪĪ═ŻÖCĢrķgŻŠ12ąĪĢrŻ¼ēA║═╦ßŪÕŽ┤+¤ß╦«ŪÕŽ┤ĪŻ
ĪĪĪĪ3.10 ░³čb
ĪĪĪĪ3.10.1┘N╣▄
ĪĪĪĪ¤ß╚█─z▓┘ū„£žČ╚×ķ150-165ĪµĪŻ
ĪĪĪĪ3.10.2čbŽõ
ĪĪĪĪó┘čbŽõęÄ(gu©®)Ė±Ż║3Ī┴8 Ż╗
ĪĪĪĪó┌čbŽõą╬╩ĮŻ║ūįäėčbŽõŻ¼│╔ŽõŻ╗
ĪĪĪĪó█│╔Žõė├¤ß╚█─z▓┘ū„£žČ╚×ķ170-180ĪµĪŻ
ĪĪĪĪ3.11▒Ż£žīŹ“×╝░Öz“×
ĪĪĪĪĖ∙ō■(j©┤)ĪČXX╣½╦Š│╔ŲĘ╚ĪśėęÄ(gu©®)ätĪĘ╝░ĪČXX╣½╦Š│╔ŲĘĘ┼ąąęÄ(gu©®)Č©ĪĘł╠(zh©¬)ąąĪŻ
ĪĪĪĪ3.12│÷ÅS
ĪĪĪĪ▒Ż£žīŹ“×Öz£y║ŽĖ±║¾Ż¼«a(ch©Żn)ŲĘĘĮ┐╔═ČĘ┼╩ął÷ĪŻ
ĪĪĪĪ4ĪóūóęŌ╩┬ĒŚ
ĪĪĪĪ4.1 ╔·«a(ch©Żn)▀^│╠æ¬(y©®ng)ć└(y©ón)Ė±░┤▒ŠęÄ(gu©®)│╠ęÄ(gu©®)Č©Ą─ģóöĄ(sh©┤)▀M(j©¼n)ąą┐žųŲŻ¼╬┤ęÄ(gu©®)Č©Ą─ģóöĄ(sh©┤)░┤įO(sh©©)éõę¬Ū¾▀M(j©¼n)ąąĪŻ
ĪĪĪĪ4.2 šJ(r©©n)šµū÷║├╔·«a(ch©Żn)ėøõøŻ¼ęį▒ŃŠ▀ėą┐╔ūĘ╦▌ąįĪŻ
ĪĪĪĪ4.3 ╔·«a(ch©Żn)▀^│╠æ¬(y©®ng)ć└(y©ón)Ė±┐žųŲŻ¼▓╗║ŽĖ±Ą─╬’┴ŽĮ^▓╗▀M(j©¼n)╚ļŽ┬ę╗Ą└╣żą“ĪŻ
ĪĪĪĪ4.4 ╔·«a(ch©Żn)▄ćķgĮ¹ų╣│÷¼F(xi©żn)┼▄Īó├░ĪóĄ╬Īó┬®¼F(xi©żn)Ž¾ĪŻ
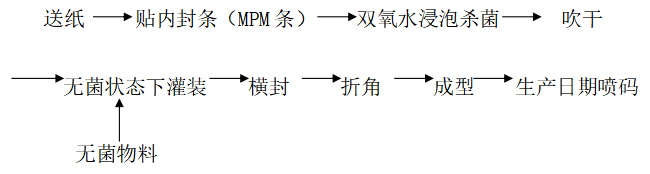
╦─Īó╗©╔·╬Čįń▓═─╠╔·«a(ch©Żn)š{(di©żo)┼õųĖī¦(d©Żo)
ĪĪĪĪ1Īó▀mė├ĘČć·
ĪĪĪĪū±ššūŅ╝č╣ż╦ćųĖī¦(d©Żo)Ż¼Ą½ėų┐╝æ]ĄĮ╣żÅSĄ─īŹļHŪķørųŲČ©╚ńŽ┬╔·«a(ch©Żn)š{(di©żo)┼õųĖī¦(d©Żo)
ĪĪĪĪ2Īó╣ż╦ć▀^│╠
ĪĪĪĪĖ∙ō■(j©┤)┤╦«a(ch©Żn)ŲĘĄ─╣ż╦ćę¬Ū¾║═╬ę╣½╦ŠĄ─įO(sh©©)éõĀŅørŻ¼╣ż╦ć▀^│╠├Ķ╩÷╚ńŽ┬Ż║
ĪĪĪĪįŁ─╠Öz“×Ī·╩š─╠Ī·ā”┤µĪ·ā¶╚ķĪ·ŅA(y©┤)░═╩ŽÜóŠ·Ī·└õģsĪ·ā”┤µĪ·┼õ┴ŽĪ·┘A┤µĪ· ░═╩ŽÜóŠ· Ī·ŅA(y©┤)¤ßĪ·├ōÜŌĪ·Š∙┘|(zh©¼)Ī·│¼Ė▀£žÜóŠ·Ī·└õģsĪ·╣ÓčbĪ·┘N╣▄Ī·čbŽõĪ·┤aČŌĪ·▒Ż£žīŹ“×Ī·│÷ÅS
ĪĪĪĪ3Īó╝╝ąg(sh©┤)ę¬Ū¾Ż©š{(di©żo)┼õ10ćŹ╗©╔·╬Čįń▓═─╠īŻė├Ż®
ĪĪĪĪ3.1 ╩š─╠
ĪĪĪĪ3.1.1 įŁ┴Ž─╠Öz“ׯ║ų„ę¬ĒŚ─┐×ķ£žČ╚Īó╦ßČ╚Īóų¼ĘŠĪóĄ░░ū┘|(zh©¼)Īó┐é?c©©)ķ╣╠¾wĪóŠŲŠ½īŹ“×Īóų¾ĘąīŹ“×ĪóĖą╣┘Ą╚ÄūĒŚųĖś╦(bi©Īo)▀M(j©¼n)ąąÖz£yĪŻ
ĪĪĪĪ3.1.2 ╩š─╠Ż║╩š─╠£žČ╚1-8ĪµŻ©5-8ĪµŻ®ĪŻ
ĪĪĪĪ3.1.3 ėŗ┴┐Ż║į┌ÅSā╚(n©©i)Ąž░§šŠĘQųžŻ¼öĄ(sh©┤)┴┐ęį├┐┤╬▀^░§å╬×ķ£╩(zh©│n)ĪŻ
ĪĪĪĪ3.1.4 ▀^×VŻ║įŁ┴Ž─╠Įø(j©®ng)▀^80─┐104Aļp┬ō(li©ón)▀^×VŲ„Ż¼│²╚źę╗ą®▌^┤¾ļs┘|(zh©¼)ĪŻ
ĪĪĪĪ3.1.5 └õģsŻ║═©▀^106A└õģs░ÕŲ¼└õģsŻ¼į┌108Īó114AĪó114Bā”─╠╣▐Ģ║┤µĪŻ
ĪĪĪĪ3.1.6┘A┤µŻ║įŁ┴Ž─╠į┌108Īó114AĪó114Bā”─╠╣▐Ģ║┤µ,┘A┤µ£žČ╚1-8ĪµŻ¼æ¬(y©®ng)į┌12ąĪĢrā╚(n©©i)ė├ė┌╔·«a(ch©Żn), ╚ń│¼▀^12ąĪĢr╩╣ė├Ż¼æ¬(y©®ng)ī”ŠŲŠ½īŹ“×Īóų¾ĘąīŹ“×ĪóĖą╣┘Īó╦ßČ╚Ą╚ųĖś╦(bi©Īo)▀M(j©¼n)ąąÖz£yĪŻ
ĪĪĪĪ3.2 ā¶╚ķ
ĪĪĪĪ3.2.1 ŅA(y©┤)░═╩ŽÜóŠ·Ż║£žČ╚65-70ĪµŻ¼Ģrķg2├ļńŖĪŻ
ĪĪĪĪ3.2.2 └õģsŻ║īóŅA(y©┤)░═╩ŽÜóŠ·║¾Ą─┼Ż╚ķ└õģsų┴1-8ĪµŻ©4-8ĪµŻ®ĪŻ
ĪĪĪĪ3.2.3 ā¶╚ķŻ║═©▀^111Bā¶╚ķÖCŻ¼│²╚źįŁ┴Ž─╠ųąĄ─ļs┘|(zh©¼)ĪŻ
ĪĪĪĪ3.2.4 ┘A┤µŻ║ā¶╗»┼Ż─╠į┌114CĪó114DĪó114Eā”─╠╣▐Ģ║┤µŻ¼┘A┤µ£žČ╚1-8ĪµŻ¼▓óį┌24ąĪĢrā╚(n©©i)ė├ė┌╔·«a(ch©Żn),╚ń┘A┤µĢrķg│¼▀^24ąĪĢrŻ¼▓╗Ą├ė├ė┌┼õ┴ŽĪŻ
ĪĪĪĪ3.3 ┼õ┴Ž
ĪĪĪĪ3.3.1 īó┼õĘĮ╦∙ąĶꬥ─ā¶╗»╚ķ╝ė¤ßų┴70-80ĪµĪŻ
ĪĪĪĪ3.3.2 ųŲéõB1ąĪ┴Ž║═╠Ū╚▄ę║
ĪĪĪĪa. ė├116ļxą─▒├Ż¼īóš╝┼õ┴Ž┴┐10-15%┼õ┴Žė├ā¶╗»┼Ż─╠Ż¼Įø(j©®ng)▀^ 205╝ė¤ß░ÕŲ¼╝ė¤ßų┴70-80ĪµŻ¼ūŅ║¾▒├╚ļ266┼õ┴Ž╣▐ųąŻ╗
ĪĪĪĪb. īóB1ąĪ┴Ž┼c╠Ūęį1®U3Ą─▒╚└²╗ņ║ŽŻ¼╝ė╚ļ┼õ┴Ž╣▐ųąŻ¼▒Ż│ų╗»┴Ž£žČ╚į┌70-80ĪµŻ©72ĪµŻ®ĪŻĖ▀╦┘╝¶ŪąŻ¼┤²┴Žę║│╩Š∙ä“Ą─¤o╚Ōč█┐╔ęŖŅw┴ŻĄ─╗ņ║Ž╬’Ż©õō┼Ķįć“×Öz▓ķŻ®ĪŻį┌┤“┴ŽŪ░10ĘųńŖŻ¼īó╩ŻėÓ░ū╔░╠Ū╝ė╚ļŲõųą│õĘų╚▄ĮŌ╗ņä“Ż╗
ĪĪĪĪc.═©▀^267Ż©╗“268Ż®ļxą─▒├Ż¼Įø(j©®ng)269AŻ©╗“269BŻ®└õģs░ÕŲ¼(▓╗ū▀▀^×VŲ„)┤“└õų┴20ĪµŻ©18ĪµŻ®ū¾ėęŻ¼▀M(j©¼n)╚ļ╦«║Ž╣▐ĪŻ
ĪĪĪĪ3.3.3 ųŲéõB2ąĪ┴Ž╚▄ę║
ĪĪĪĪa. īóš╝┼õ┴Ž┴┐10-15%┼õ┴Žė├ā¶╗»┼Ż─╠╝ė¤ßų┴50-60ĪµŻ╗
ĪĪĪĪb.┤“╚ļ266┼õ┴Ž╣▐Ż¼į┌▓╗öÓöć░ĶŽ┬Ż¼ īóB2ąĪ┴ŽŠÅ┬²╝ė╚ļŲõųąŻ¼╩╣Ųõ│õĘų╚▄ĮŌŻ©õō┼Ķįć“×Öz▓ķŻ®ĪŻ
ĪĪĪĪc. ═©▀^267Ż©╗“268Ż®ļxą─▒├Ż¼269AŻ©╗“269BŻ®└õģs░ÕŲ¼(▓╗ū▀▀^×VŲ„)┤“└õų┴15ĪµęįŽ┬Ż¼▀M(j©¼n)╚ļ╦«║Ž╣▐ĪŻ
ĪĪĪĪ3.3.4 ųŲéõFąĪ┴Ž╚▄ę║Ż║īóFąĪ┴ŽŠÅŠÅĄžĄ╣╚ļ30-40kgĄ─30-40ĪµŻ©32ĪµŻ®ā¶╗»╦«ųąŻ¼│õĘų╚▄ĮŌ║¾Ż¼╝ė╚ļ╦«║Ž╣▐ĪŻ
ĪĪĪĪ3.3.5 Č©╚▌Ż║═Żų╣öć░ĶŻ¼╝ė╦«╗“╝ėā¶╗»┼Ż─╠Č©╚▌ų┴9800LĪŻ┤²░ļ│╔ŲĘöć░Ķ15ĘųńŖ║¾Ż¼░┤šš╗©╔·╬Čįń▓═─╠░ļ│╔ŲĘ╔·«a(ch©Żn)┐žųŲś╦(bi©Īo)£╩(zh©│n)▀M(j©¼n)ąąĖąė^Īó└Ē╗»ųĖś╦(bi©Īo)Ą╚ĒŚ─┐Ą─Öz£yĪŻ░ļ│╔ŲĘ£žČ╚æ¬(y©®ng)Ī▄15ĪµŻ©10-15ĪµŻ®ĪŻ
ĪĪĪĪ3.3.6 CąĪ┴ŽŻ║Öz£y║ŽĖ±║¾Ż¼╝ė╚ļCąĪ┴ŽŻ¼öć░Ķ10ĘųńŖĪŻ
ĪĪĪĪéõūóŻ║1Ż®╦∙╠Ē╝ėĄ─╦∙ėąįŁ┴Ž┼cąĪ┴Ž├▄ķ]ĘŌ┐┌Ģ║┤µŻ¼ć└(y©ón)Ė±Ę└ų╣╬█╚ŠĪŻ
ĪĪĪĪ2Ż®╚¶Å═(f©┤)Öz▒žĒÜ│÷Š▀Å═(f©┤)ÖzĀŅæB(t©żi)å╬ĪŻ
ĪĪĪĪ3Ż®╚¶┼õ┴Ž╣▐╩╣ė├Ū░┐š╣▐Ģrķg▀_(d©ó)2ąĪĢrŻ¼▒žĒÜ▀M(j©¼n)ąą¤ß╦«ø_Ž┤15-20ĘųńŖŻ╗╚¶┐š╣▐Ģrķg▀_(d©ó)12ąĪĢr▀M(j©¼n)ąąēA+╦ßŪÕŽ┤ĪŻ
ĪĪĪĪ4Ż®┼õ┴ŽŲ┌ķgŻ¼261AĪó261BĪó261CĪó261D╦«║Ž╣▐öć░Ķ╩╝ĮKķ_åóĪŻ
ĪĪĪĪ3.4░═╩ŽÜóŠ·
ĪĪĪĪ3.4.1 ░ļ│╔ŲĘĮø(j©®ng)263ļxą─▒├Ż¼═©▀^263ŠĆŻ¼▀M(j©¼n)╚ļ320AŻ©╗“320BŻ®ÜóŠ·ÖCĪŻ▀^×VĪóŅA(y©┤)¤ß║¾Ż¼▀M(j©¼n)╚ļ321AŻ©╗“321BŻ®Š∙┘|(zh©¼)ÖCĪŻ
ĪĪĪĪ3.4.2 Š∙┘|(zh©¼)Ż║Š∙┘|(zh©¼)ē║┴”×ķ18-20MPaŻ©Ž╚š{(di©żo)Č■╝ēē║┴”ų┴5MPaŻ╗į┘š{(di©żo)ę╗╝ēē║┴”ų┴18-20 MPaŻ®ĪŻ
ĪĪĪĪ3.4.3 ░═╩ŽÜóŠ·Ż║£žČ╚68-72ĪµŻ¼Ģrķg15├ļńŖĪŻ
ĪĪĪĪ3.4.4 └õģsŻ║└õģsĄĮ1-8ĪµŻ¼┤“╚ļ220AŻ©╗“220BŻ®ā”─╠╣▐ĪŻ
ĪĪĪĪ3.5 ┘A┤µ
ĪĪĪĪ░ļ│╔ŲĘį┌220AĪó220Bā”─╠╣▐┘A┤µ£žČ╚į┌1-8ĪµŻ¼æ¬(y©®ng)į┌5ąĪĢrā╚(n©©i)ė├ė┌╔·«a(ch©Żn)Ż¼╚ń┘A┤µ│¼▀^5ąĪĢrŻ¼╣®┴ŽŪ░╚ĪśėÅ═(f©┤)ÖzĪŻ┘A┤µŲ┌ķg║═╔·«a(ch©Żn)Ų┌ķgæ¬(y©®ng)├┐1ąĪĢrķ_öć░Ķ15ĘųńŖŻ¼▒ŻūC╬’┴ŽŠ∙ä“ĪŻ
ĪĪĪĪ3.6 ╣®┴Ž
ĪĪĪĪ░ļ│╔ŲĘė╔227ļxą─▒├Ż¼Įø(j©®ng)100─┐Ż©40M─┐Ż®228▀^×VŲ„Ż¼╚ź═∙Č■śŪ803CĪó803DĪó803EĪó803FĪó803Gųąķg╣▐ĪŻ
ĪĪĪĪ3.7 │¼Ė▀£ž£ńŠ·
ĪĪĪĪ3.7.1 ŅA(y©┤)¤ßŻ║īó╬’┴ŽŅA(y©┤)¤ßų┴70-80ĪµĪŻ
ĪĪĪĪ3.7.2 ├ōÜŌŻ║▀M(j©¼n)╚ļ├ōÜŌ╣▐Ż¼├ōÜŌē║┴”×ķ-0.05Ī¬ -0.07 MPaŻ¼├ōÜŌ╣▐ę║╬╗×ķ75-85%ĪŻ
ĪĪĪĪ3.7.3 Š∙┘|(zh©¼)Ż║Š∙┘|(zh©¼)ē║┴”×ķ22-24MPa(Ž╚š{(di©żo)Č■╝ēē║┴”ų┴5MPaŻ¼į┘š{(di©żo)ę╗╝ēē║┴”ų┴22-24MPa)ĪŻ
ĪĪĪĪ3.7.4 │¼Ė▀£ž£ńŠ·£žČ╚×ķ137-142ĪµŻ©137ĪµŻ®Ż¼Ģrķg4├ļńŖĪŻ
ĪĪĪĪ3.7.5 └õģsŻ║£žČ╚Ī▄30ĪµŻ©26ĪµŻ®ĪŻ
ĪĪĪĪ3.7.6 UHTÖC╔·«a(ch©Żn)ų▄Ų┌▓╗│¼▀^24ąĪĢrĪŻ
ĪĪĪĪ3.7.7 Ųõ╦¹╝╝ąg(sh©┤)ģóöĄ(sh©┤)ģóššįO(sh©©)éõ╣®æ¬(y©®ng)╔╠╠ß╣®Ą─╝╝ąg(sh©┤)ģóöĄ(sh©┤)ę¬Ū¾ĪŻ
ĪĪĪĪéõūóŻ║UHTį┌ĮĄ┴„┴┐╔·«a(ch©Żn)Ą─ŪķørŽ┬Ż¼╣ÓčbÖCå╬ÖC╔·«a(ch©Żn)Ģrķg▓╗Ą├│¼▀^3ąĪĢrŻ╗UHTöÓ┴Ž║═▀M(j©¼n)┴Ž╝░Ģr═©ų¬╣ż╦ćåT╚ĪśėÖz£y(░³└©AICŪÕŽ┤Ģr)ĪŻ
ĪĪĪĪ3.8 ¤oŠ·╣▐
ĪĪĪĪ3.8.1 ¤oŠ·┐šÜŌē║┴”Ī▌1.5MPa,TT140Ī▌110Īµ,TT160Ī▌110ĪµŻ¼TT180Ī▌110ĪµĪŻ
ĪĪĪĪ3.8.2 ¤oŠ·╣▐╣▄└ĒęÄ(gu©®)Č©Ż║╚ń╣¹¤oŠ·╣▐į┌ŪÕŽ┤║¾4ąĪĢrā╚(n©©i)▓╗─▄╔²£žŻ¼į┌╔²£žŪ░æ¬(y©®ng)▀M(j©¼n)ąąēAŪÕŽ┤ĪŻ╚ń╣¹į┌8ąĪĢrų«ā╚(n©©i)▓╗─▄╔²£žŻ¼ätį┌╔²£žų«Ū░▀M(j©¼n)ąąēA+╦ßŪÕŽ┤ĪŻ
ĪĪĪĪ3.8.3 Ųõ╦¹╝╝ąg(sh©┤)ģóöĄ(sh©┤)ģóššįO(sh©©)éõ╣®æ¬(y©®ng)╔╠╠ß╣®Ą─╝╝ąg(sh©┤)ģóöĄ(sh©┤)ę¬Ū¾ĪŻ
ĪĪĪĪ3.9 ╣Óčb
ĪĪĪĪ3.9.1 ┴„│╠╚ńŽ┬
ĪĪĪĪ3.9.2╣ż╦ćģóöĄ(sh©┤)
ĪĪĪĪó┘╬’┴Ž▀M(j©¼n)┴Ž£žČ╚Ż║╬’┴Ž£žČ╚Ī▄30ĪµĪŻ
ĪĪĪĪó┌ļpč§╦«ØŌČ╚Ż║30-50%ĪŻTBA19├┐4éĆąĪĢrÖz£yę╗┤╬Ż¼ūŅķL├┐Ų▀╠ņĖ³ōQę╗┤╬Ż╗Į■┼▌Ž┬╠Ņ┴Ž╣▄Ą─ļpč§╦«ØŌČ╚30-50%├┐░ÓÖz£yę╗┤╬Ż¼├┐Ų▀╠ņÅžĄūĖ³ōQę╗┤╬ĪŻ
ĪĪĪĪó█ļpč§╦«£žČ╚
ĪĪĪĪTBA19 ą═╣ÓčbÖCŻ║70-78ĪµŻ╗
ĪĪĪĪTBA22 ą═╣ÓčbÖCŻ║Ī▌78ĪµĪŻ
ĪĪĪĪó▄ć└(y©ón)Ė±ł╠(zh©¬)ąą╔·«a(ch©Żn)╚šŲ┌Īó┼·╠¢Īó▒Ż┘|(zh©¼)Ų┌Ą╚ś╦(bi©Īo)ūRĄ─┤“ėĪę¬Ū¾ĪŻ
ĪĪĪĪó▌╣ÓčbÖC╔²£ž║¾Ż¼│¼▀^45ĘųńŖ▓╗─▄ķ_ÖC╣ÓčbŻ¼▒žĒÜųžą┬╔²£žĪŻ
ĪĪĪĪó▐CIP║¾£╩(zh©│n)éõ╔·«a(ch©Żn)Ģr
ĪĪĪĪ═ŻÖCĢrķgŻŠ4ąĪĢrŻ¼¤ß╦«ŪÕŽ┤Ż╗
ĪĪĪĪ═ŻÖCĢrķgŻŠ6ąĪĢrŻ¼ēAŪÕŽ┤+¤ß╦«ŪÕŽ┤Ż╗
ĪĪĪĪ═ŻÖCĢrķgŻŠ12ąĪĢrŻ¼ēA║═╦ßŪÕŽ┤+¤ß╦«ŪÕŽ┤ĪŻ
ĪĪĪĪ3.10 ░³čb
ĪĪĪĪ3.10.1 ┘N╣▄
ĪĪĪĪ¤ß╚█─z▓┘ū„£žČ╚×ķ150-165ĪµĪŻ
ĪĪĪĪ3.10.2 čbŽõ
ĪĪĪĪó┘čbŽõęÄ(gu©®)Ė±Ż║3Ī┴8 Ż╗
ĪĪĪĪó┌čbŽõą╬╩ĮŻ║ūįäėčbŽõŻ¼│╔ŽõŻ╗
ĪĪĪĪó█│╔Žõė├¤ß╚█─z▓┘ū„£žČ╚×ķ170-180ĪµĪŻ
ĪĪĪĪ3.11 ▒Ż£žīŹ“×╝░Öz“×
ĪĪĪĪĖ∙ō■(j©┤)ĪČXX╣½╦Š│╔ŲĘ╚ĪśėęÄ(gu©®)ätĪĘ╝░ĪČXX╣½╦Š│╔ŲĘĘ┼ąąęÄ(gu©®)Č©ĪĘł╠(zh©¬)ąąĪŻ
ĪĪĪĪ3.12 │÷ÅS
ĪĪĪĪ▒Ż£žīŹ“×Öz£y║ŽĖ±║¾Ż¼«a(ch©Żn)ŲĘĘĮ┐╔═ČĘ┼╩ął÷ĪŻ
ĪĪĪĪ4ĪóūóęŌ╩┬ĒŚ
ĪĪĪĪ4.1 ╔·«a(ch©Żn)▀^│╠æ¬(y©®ng)ć└(y©ón)Ė±░┤▒ŠęÄ(gu©®)│╠ęÄ(gu©®)Č©Ą─ģóöĄ(sh©┤)▀M(j©¼n)ąą┐žųŲŻ¼╬┤ęÄ(gu©®)Č©Ą─ģóöĄ(sh©┤)░┤įO(sh©©)éõę¬Ū¾▀M(j©¼n)ąąĪŻ
ĪĪĪĪ4.2 šJ(r©©n)šµū÷║├╔·«a(ch©Żn)ėøõøŻ¼ęį▒ŃŠ▀ėą┐╔ūĘ╦▌ąįĪŻ
ĪĪĪĪ4.3 ╔·«a(ch©Żn)▀^│╠æ¬(y©®ng)ć└(y©ón)Ė±┐žųŲŻ¼▓╗║ŽĖ±Ą─╬’┴ŽĮ^▓╗▀M(j©¼n)╚ļŽ┬ę╗Ą└╣żą“ĪŻ
ĪĪĪĪ4.4 ╔·«a(ch©Żn)▄ćķgĮ¹ų╣│÷¼F(xi©żn)┼▄Īó├░ĪóĄ╬Īó┬®¼F(xi©żn)Ž¾ĪŻ


![Ó]Žõ](https://img.foodmate.net/foodmate/img/zhiliangem.jpg)
